
As I get closer the the desired finish I the grind flat. Grind down about 3.7 mm
so that when the edge is completed it will be blunt.

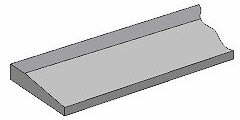
I finish off lightly sanding with a belt sander. Remove the stock so that you end up with a slighly curved surface for
the wall of the edge.

At this stage don't worry about the tang, just make sure the grinding
of the edge is smooth and follows the line closely.


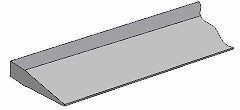
After grinding this side down to a depth at the edge of about 3.7 mm
you should have a blunt edge with a flat of a 0.6 mm (or around 1 mm) this
will reduce the risk of the blade cracking during heat treatment.